汽车座椅聚氨酯泡沫的成型工艺有很多,不同的方法有不同的优缺点,本文针对常见的一些成型工艺作简要说明。
热发泡----热发泡是指完成浇注后,模具在处理炉(炉内温度一般在220℃到250℃,第一点的在180℃)内完成反应的一种发泡工艺。热发泡生产出的泡沫具有密度低、热老化性能好、模具成本很低等优势,但是该工艺具有能源消耗大,模具上排气孔产生较多的“蘑菇头”,原料浪费多等缺点。目前在一些欧洲的主机厂上应用较多,国内主机厂使用特别少。
冷发泡----冷发泡的模具温度相对热发泡模具温度较冷(冷发泡模具温度在50℃-70℃),发泡的反应过程与热发泡一致,但是模具不需要放在处理炉内反应,模具是通过热水或电来加热的(模具温度50℃-70℃)。模具的成本较高,能源消耗更低,不浪费原料。目前国内主机厂基本都是使用这种工艺。
裸体发泡----发泡从模具中取出来,表面没用吸附/粘连着面料的一种发泡工艺,他与吸附发泡的区别仅仅是在浇注料之前模具上不必吸附面料,从而产品也不会更面料贴合在一起。乘用车座椅上用的基本都是裸体发泡。

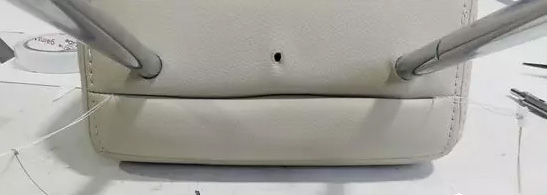
吸附发泡----在工程机械座椅上应用较多,指发泡产品在AB料浇注到模具之前,就将座椅面料吸附在模具的型腔内,是面料个模具型腔完全贴合,然后在浇注AB料。发泡出模后,发泡体与面料牢牢贴合在一起的这种工艺,叫做吸附发泡。
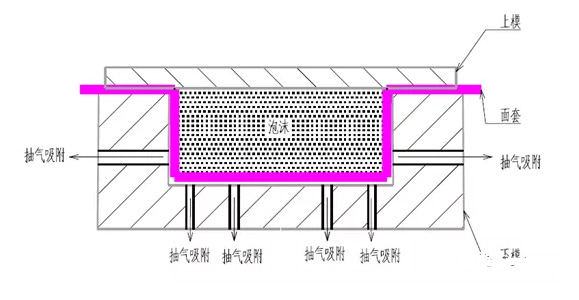
吸附发泡原理简图

吸附发泡
PIP----与吸附发泡类似,但是PIP的面套是要预先缝制好,然后再将面套放进模具中固定好,往缝制好的面套中浇注化料,化料在模具中反应,发起的泡沫将面套撑起。这种发泡方法在头枕和扶手上应用较多,做出来的产品比手工包覆的更为美观。