
近年来,随着涤纶长丝生产品种和各生产厂生产状态的变化,在加弹机上使用聚氨酯摩擦片的生产厂家越来越多。聚氨酯摩擦片(以下简称PU 片) 与陶瓷摩擦片相比,有加捻效果好,加捻均匀,对丝条损伤小,染色均匀性好等明显的优点。但PU 片一个较明显的缺点是寿命较短。经过PU 片生产厂家的不断改进,现在PU 片的使用寿命已大大延长,生产111dtex 以下的品种可使用一年左右的时间。本文意在探讨PU 片在不同使用时间对产品质量的影响,希望对用户在保证DTY 产品质量的前提下,延长PU 片的使用寿命,起到一定的指导作用。
生产检验设备和加工工艺条件
生产设备
FTF—8E3 型加弹机(法国ICBT 公司制造) 。
PU 片由天津爱尼公司生产。
检验设备
强伸仪,FPAM(德国TEXTECHNO公司制造)
染色机,QC-5 (瑞士WA TW L 公司制造)
织袜机,TN-26 (日本E IKO 公司制造)
生产品种
POY规格:130dtex/36f (本厂生产)
DTY规格:83dtex/36f
加工工艺条件

结果与讨论
首先分析一下丝条在加捻中PU 片的受力情况。丝条与摩擦片间有三种力起作用, 一是丝条自身的张力T , 二是丝条与摩擦片的接触压力F , 三是摩擦片对丝条的摩擦力μF , 见图1。在这三种力合力的作用下, 丝条被握持住旋转加捻, 并产生纵向移动, 把丝导出。
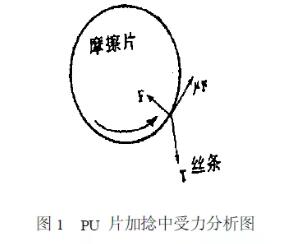
在导丝器的制约下, 丝条与摩擦片接触实际是弧形状态。一般来说张力T小, 接触压力也小,产生的摩擦力μF也小,丝条有可能打滑。若张力过大,摩擦力μF也变大,但在小于丝条变形扭力的情况下,也可能产生打滑,同时摩擦力μF大小与摩擦片材质及丝条上使用的油剂等因素有关。
丝条在加捻时的加捻力矩M 为:
M = γ×T ×Tg
式中: γ—纤维直径
cosγ—打滑系数
α—纤维与摩擦片包角
φ—纤维与摩擦片夹角
T—加捻张力
μ—纤维与摩擦片的摩擦系数
当线条的规格和假捻器的结构不变时,加捻力矩M取决于摩擦系数μ、加捻张力T及纤维与摩擦片的包角。摩擦系数μ随PU片的使用而逐渐变小,加捻张力T在生产品种固定时基本不变,但随PU 片的使用,T会增加,也可通过工艺参数加以调整,而纤维与摩擦片的磨损的包角,取决于丝条在运行中摩擦片的磨损程度,这和PU 片本身的材质和硬度有关。
PU 片的硬度大,摩擦系数相对较小,但较耐磨损,在PU 盘使用中丝条与摩擦片包角变化较小。而PU 片的硬度小,摩擦系数相应较大,但耐磨性下降,在PU 片使用中丝条与摩擦片包角变化大。PU片硬度的选择应主要依据所生产的品种而定。
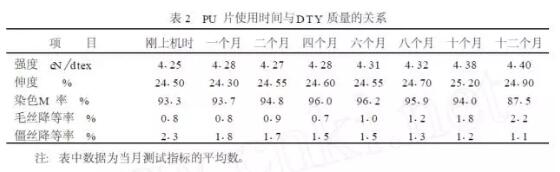
由上面的PU片在使用中受力分析可知,在PU 盘的使用中,丝条与PU 片的摩擦系数L会逐渐变小,PU 片使用时间不断延长,磨损加剧,纤维与摩擦片的包角变大,加捻张力也上升,从而对加捻中丝条的各项质量指标产生影响。表2是在PU 片使用的不同时期DTY 丝条各项质量指标的变化情况。
从表2数据可看出, 随着PU 片使用时间的不断增加,DTY 的五项质量指标有不尽相同的变化,强度略有上升的趋势, 伸度则是先上升后下降的关系, 但变化幅度并不大。染色M 率呈先上升后下降的变化趋势。在外观质量指标方面,随着PU 片使用时间的延长,毛丝降等率渐渐上升,僵丝降等率逐渐下降。之所以如此,与PU 片在使用中表面摩擦系数和PU 片缘面磨损有关。
在PU 片使用前期(一般在二个月以内,视生产品种不同有不同变化,纤度越大,时间越短),PU 片表面摩擦系数较大,对丝条的加捻效果较好,丝条的捻数较高,但同时对丝条的损伤也较大,所以在前期,质量上表现出强度及染色均匀性略低,外观上僵丝降等占主要因素。
使用中期(一般在2~10个月期间),是PU 片使用的最好时期。PU片加捻缘面经过一段时间磨损后逐渐光滑,与丝条间摩擦力适中,加捻效果好,对丝条损伤也较小,加工张力合适,所以这一阶段的质量指标上表现出:强、伸度及染色M率均逐渐上升,外观上毛丝和僵丝的降等率在低点,可以说质量呈现最好的态势。
在使用后期(一般在10~12个月期间),PU 片缘面的磨损加剧, 摩擦系数L减小, 缘面的磨损使纤维与摩擦片的包角变大,对丝条的加捻效果开始降低, 加工张力上升,在质量指标上表现为强度仍在上升,而伸度和染色M率开始下降,外观上毛丝降等率开始明显上升。
需要指出的是染色M率在PU 片使用前后期均表现出降低,但其原因是不同的。前期低是由于加捻效果好,摩擦力大,易造成丝条捻数过大而形成染色D丝。后期低则是由于加捻效果下降后,丝条捻数减少,加捻不足而形成透明丝。
在PU 片使用的不同时期,对生头操作也有不同的影响。开始使用时, 生头较困难,操作不熟悉时不易将丝条打入加捻器。使用后期, 由于PU 片表面的摩擦力下降,对丝条的握持力减少,使丝条易打滑而偏离加捻器使丝条不能完全加捻而造成发光丝。
在PU片的使用中,生产品种和摩擦片组合方式的不同对PU 片也有着明显的影响。生产品种纤度比较大或组合方式中PU片使用较少时,由于加捻张力较高,相对丝条与摩擦片的摩擦力较大, 使PU 片极易磨损,各项质量指标更快恶化。所以根据生产品种,加工张力合理安排PU 片的组合方式是十分重要的。
结论
(1) 尽管随着PU 片使用时间的延长, 对DTY 各项质量指标产生了不同的影响, 但总的来说这些影响是比较小的, 仅在刚开始使用时和报废前的较短时间影响较大。
(2) PU 片使用中的变化对质量的影响通过加捻张力来表现。在生产中要减少PU 片磨损对质量造成的影响, 在工艺上应加以适应调整, 保持加捻张力在PU 片使用前、中、后期的一致性。如在PU 片使用前期, 应采用较低的D/Y比,较高的牵伸比。而在使用后期, 就应适当提高D/Y 比,以保证加捻效果,适当降低牵伸比,以保证恰当的加捻张力。
(3) 根据DTY 各项质量指标的变化,经常对工艺加以适当调整,同时根据生产品种恰当选择PU 片的组合方式, 既能保证产品、质量的稳定, 又能延长PU 片的使用寿命。



