垂直法发泡工艺垂直法连续生产PU软泡的工艺技术,则是英国Hymon国衔有限公司于20世纪80年代开发并取得专利权的新技术。垂直法J艺之所以引起聚氨酯工业界的重视并取得迅速发展,是与其有突出的优点分不开的。该工艺的特点是: ①地面积大大减少,仅需600m2 ②物料总流量降到20、40kg/min ③同一台设备可生产圆形泡沫块和矩形泡沫块,只需更换部分部件,即可交替生产; ④泡沫块的尺寸比较规整,修切的废料可降低至4%~6%; ⑤在同一横断面上,泡沫物性分布均匀; ⑥减少了开/停车的损失,次品长度在lm左右,此工艺适合于年产量500~4000t的中小型工厂。同时投资费用低,节省劳力。 垂直法工艺过程,由原料贮存、计量、混合、输入、发泡d、熟化、泡沫提升、切断、泡沫输送等几个步骤组成。 具体操作是先将各种化学:原料经计量泵计量后,输人混合头: 合后,再送入发泡托盘,开始发泡。发泡过程是在聚乙烯薄膜围成的袋子内进行,随着横截面积的增大,发泡方向沿水平方向进有泡孔的长轴是在水平方向。在发泡室内,密度由下往上逐渐变小,有一个密度梯度。由于重力的作用,正在发泡的物料层与层之间研不会返混,在同一个横断面上重力的影响是等同的,所以在同一横断面上物理性能基本一致。经发泡后的泡沫体进入熟化段,熟化段有一个加热筒,加热筒外围有保温层,加热促使泡沫快速熟化。发泡之前先将加热筒预热到65。C左右,正常运行之后,可停止加热,靠发泡热维持此温度。 熟化后的泡沫再进入提升段,由板条组成传送带,板条上有小针(针长约1.Scm),小针刺入泡沫的外表皮,带着泡沫连续上升,由10条传送条围成一个圆形。切割锯是按顶先给定的长度影响垂直法PU块状泡沫的工艺因素很多,但最重要的还是掌握好发泡机运行过程中配方的平衡与稳定性。应随时观察,了解原料温度、熟化温度、环境温度以及各物料的流量、压力、混合因素(搅拌速度、混合头压力、空气注入量)、催化剂用量等,及时在发泡过程中将以调整、控制,以制得优级产品。 垂直发泡机在运行过程中常出现一些非正常现象,应及时采取措施解决,才能保持正常生产。其中最普遍遇到的有以下几点。 (1) 泡沫“发紧”或收缩 发泡时,当泡沫升起到最高点的时候,泡孔破裂,有吐泡现象,这是正常发泡,如果不是这种情况,泡沫就会“发紧”或者闭孔。这种原因主要是锡催化剂过量,凝胶快孔壁结实;或泡沫稳定剂太多,泡孔过于稳定而吹不开,造成闭孔大。 (2)泡沫破裂 主要是运行配方有误,各计算泵出现误差,造成配方不准、失控。其中锡催化剂及泡沫稳定剂不足或活性下降均是造成泡沫破裂的主要原因。其它机械因素也会造成泡沫破裂现象,如泡孔过细、外来杂质、油污、传送带速度不平稳或波动、聚乙烯袋子的形状大小不合适等均会导致破裂泡沫。 (3)泡沫下滑 当针板传送带抓不住泡沫的时候就会发生这种情况,一般是在“起动环”取掉的时候。泡沫停止上升,甚至下滑,在泡沫表面可以看到划印。分析原因有升起时间太长、熟化段温度太低、泡沫未充满整个截面、泡沫闭孔高、“发紧”、传送带速度太快或安装不合适都会引起泡沫下滑现象。 (4)压缩线 是指泡沫块内有明显的白色分界面,在切开的横断面上就明显地出现白线。在白线上的泡沫强度很差,属于不合格产品。这种白线叫作压缩线。若传送带的速度太慢,就发生这种情况,或降低吐出量保持传送带的速度不变,或者逐渐增加传速带的速度,以排除这种压缩线。消除压缩线的做法是估计一下泡沫在全升起的时候进入熟化段有多远,如果是刚进入熟化段就全升起了,最好只增加传送带的速度;如果全升起时已进入熟化段较远了,最好减少吐出量,保持传送带速度不变。 造成块状泡沫在发泡过程中的缺陷原因是多方面的,其中有化学与机械方面的因素。现将块状发泡过程中出现的泡沫缺陷、大致原因及处理方法归纳入表1之中。 表1 块状泡沫易产生的缺陷、原因及处理方法 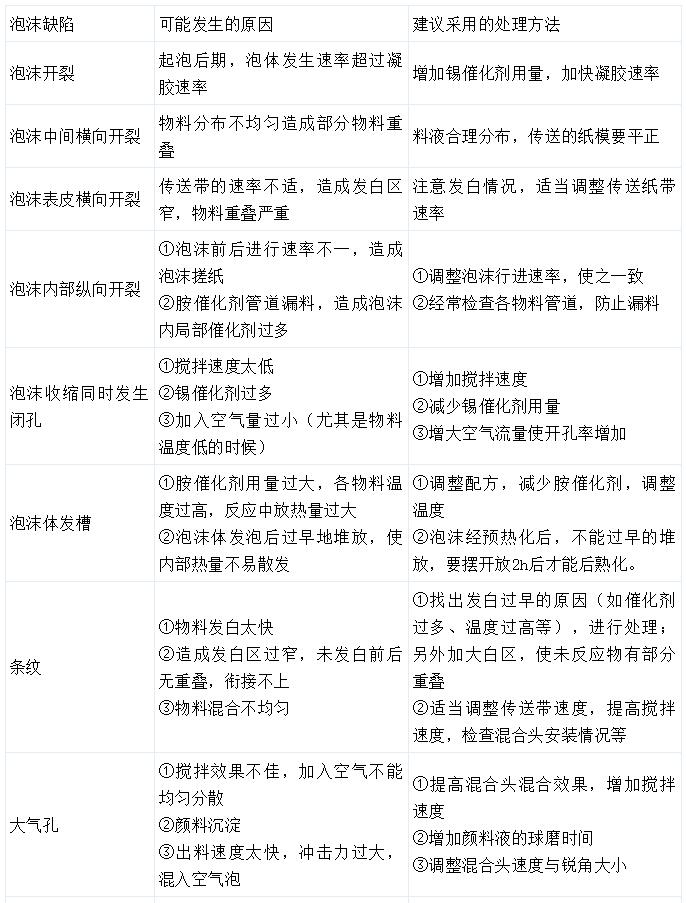

|
|




